
电 话: 0760-88588917
邮 箱: sales@mltor.com
网 址:http://www.mltor.com
地 址: 中山市火炬开发区科技西路43号之一101
早在公元前400年,中国已开始使用手工修锉成形的齿轮。1540年,意大利的J.托里亚诺在制造钟表时制成一台使用旋转锉刀的切齿装置。1835年,英国的J.B.惠特沃思获得蜗轮滚齿机的专利。1858年,C.席勒取得圆柱齿轮滚齿机的专利。以后几经改进,直至1897年德国人H.Pfauter制成带差动机构的滚齿机,才圆满解决了加工斜齿轮的问题。20世纪初,由于齿轮需求量迅速发展,特别是为了满足汽车工业的生产需要,又先后出现了插齿机、刨齿机、铣齿机、磨齿机、剃齿机和珩齿机。经过半个世纪的发展,形成了滚、插、剃、珩、磨的齿轮加工基础。
在当前的齿轮制造业中,各家公司的齿轮加工工艺大致相同。汽车齿轮大多数采用滚齿-剃齿-热处理-珩齿工艺,少数企业和部分轿车企业采用滚齿-热处理-磨齿工艺,而重载齿轮传动业则普遍采用滚齿-热处理-磨齿工艺。滚齿在汽车齿轮加工方面占据了70% 以上的份额,可见滚齿在齿轮加工领域的作用不可替代。
随着时代发展,各公司对滚齿机的效率和质量要求越来越高,有些用户要求CPK≥1.67以及fα、fβ、Fp达DIN 6级标准。另外,高可靠性和高数字化程度也是各公司的重点考虑范围。目前,滚齿机一般有粗、精加工两种,粗加工精度低于8级,一般精加工为7~6级,高精度精加工则高于6级。
滚齿机技术的发展
滚齿机制造技术的发展可划分为机械式滚齿机和数控滚齿机两个阶段。
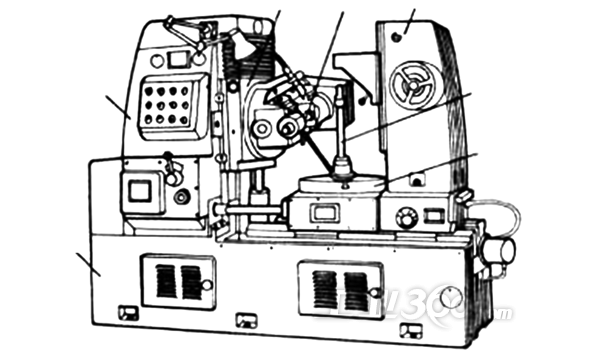
传统的机械传动式滚齿机
传统的机械传动式滚齿机,其特征为各主轴采用机械式的传动形式,包括差动、分齿、工件轴、滚刀轴和进给等。由于传动链固有的理论误差和安装间隙,造成速度很慢,精度很低。工作时,滚刀装在滚刀主轴上,由主电动机通过齿轮副和蜗轮副驱动作旋转运动;刀架可沿立柱导轧垂直移动,还可绕水平轴线调整一个角度。工件装在工件轴上,由分度蜗轮副带动旋转,与滚刀的运动一起构成展成运动。滚切斜齿时,差动机构使工件作相应的附加转动。工作台(或立柱)可沿床身导轨移动,以适应不同工件直径和作径向进给。
随着数控技术的发展,出现了1~3个轴数控化的滚齿机,其中的一部分轴采用伺服电机数字化控制。直到20世纪80年代,世界上才出现真正意义上的六轴数控滚齿机。在过去的20年中,数控滚齿机的发展可以划分为4代。
第一代数控滚齿机的工件轴和滚刀轴等采用传统的蜗杆蜗轮副传动,速度依然较低,但精度有所提高。随着刀具技术的发展,切削线速度有了很大的提高,原来的滚齿机已不能满足刀具的高速切削要求,于是更快的第二代数控滚齿机诞生。其工件轴和滚刀轴采用齿轮副传动,速度有很大的提高。格里森凤凰牌125GH是第二代数控滚齿机的代表。
第三代数控滚齿机于90年代末期出现,它与世界上两大齿轮装备巨头的合并不无干系。差动机构滚齿机发明人H.Pfaute创办了PFAUTER公司,100多年来,PFAUTER公司不断探索,使滚齿机制造技术始终处于先进地位。1997年,世界著名锥齿轮制造商——美国格里森公司成功收购德国PFAUTER公司。通过技术的强强联手,第三代数控滚齿机GP系列诞生。其以全直驱技术的利用为特征,工件轴和滚刀轴的直接驱动实现了真正意义的全闭环控制。直驱技术的使用,保证了高速度;电子齿轮箱和机械间隙的数控补偿,保证了高精度。这时,数控滚齿机进入顶峰。
迈雷特数控推出的4轴直驱式滚齿机数控系统MLT-G210,正是顺应时代发展的需要,帮助中国的齿轮数控产业升级换代的优产品。
网站地图 | 网站管理 | 技术支持:网站建设 版权所有 © 2021 中山迈雷特数控技术有限公司 版权所有 | 备案号:粤ICP备15003973号-1












